附着式轧制力/矫直力智能监测系统
一、 产品简介
轧制力/矫直力是轧机/矫直机最主要的技术参数之一,获取轧制力/矫直力信息除作为轧机/矫直机生产过程的状态识别、效能判定、产品开发及技术管理等环节的科学依据外,对保证安全生产、防止设备重大事故、优化轧制规程、实现生产过程自动化和最优控制、提高设备的技术装备水平等都具有重要意义,因此轧制力/矫直力成为对轧机/矫直机行为监测的重点。
附着式轧制力/矫直力智能监测系统是将直流大电流分流测量模式移植到轧制力/矫直力的测量上来,即将附着式传感器安装在轧制力/矫直力机架立柱上,通过测量承受的微小分流轧制力/矫直力来间接测量实际的轧制力/矫直力,因此具有重量极轻、价格低廉、寿命长和维护简单等优点,克服了传统的支承式传感器安装在直接承受轧制力/矫直力的位置上所带来的体大沉重、价格昂贵、寿命较短、维护费用高等缺点。
附着式轧制力/矫直力智能监测系统已在中厚板轧制力/矫直力上应用数十套,经过现场考核,能够长期稳定运行,其主要技术参数如下:
(1)测量范围0~10000t
(2)测量精度:在线标定<±1%,离线标定<±5%
(3)自动零位跟踪
(4)独特的斜率控制技术
(5)干扰信号识别与剔除智能控制
二、 技术特点
附着式轧制力/矫直力智能监测系统主要由附着式轧制力/矫直力传感器和智能仪表等组成。
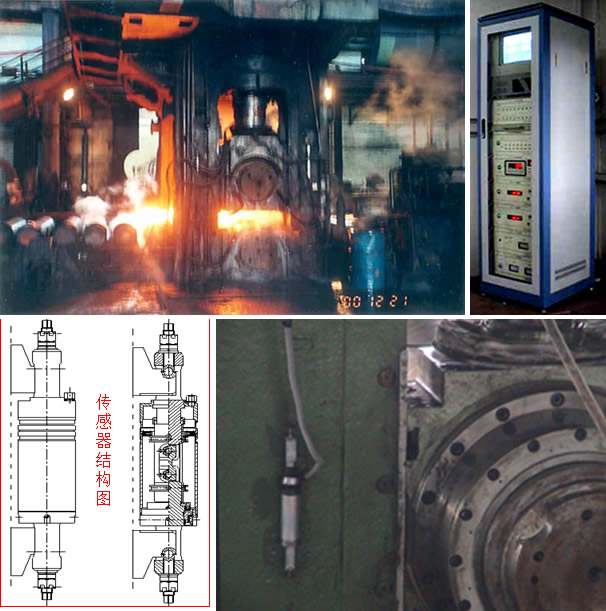
中板轧机附着式轧制力监测系统
附着式传感器在轧机/矫直机机架立柱上安装,它除感受轧制力/矫直力引起的机架应变外,还感受到钢板辐射在机架立柱上产生的热应变和抛钢引起较大的垂直振动。经过现场测定,热应变比机械应变要大得多,因此,附着式传感器输出的信号包含了机械应变和热应变叠加的结果,而传感器本身却无能为力识别有用信号与温漂信号。通过仪表的温度漂移控制,可抑制零点的温度漂移,剔除热变形产生的影响。另外,当抛钢时,轧机机架立柱产生自由衰减振荡,使仪表显示数字跳动不稳而影响测量精度,为了解决此问题,将仪表与工控机进行通讯,通过软件功能完成信号识别与干扰剔除控制并自动零跟踪。使仪表在下道次轧制前处于相对零状态,保证了测量精度和稳定性。
附着式传感器、智能仪表与标定传感器配合使用可进行在线标定,其精度可控制在1%以内,这足以满足工程上的要求。 传感器的关键技术和创新点为:
- 采用大的长径比结构,以保证获得理想的二力杆力学性能。
- 具有较大的应力放大功能,以利于提高传感器输出信号的幅度和抗干扰能力。
- 采用球铰与高刚度支座(与机架焊接在一起)组合,使传感器仅承受轴向拉力。
- 利用灵活的预紧力调节和锁定装置,便于快速安装与拆卸。
- 传感元件侵在优质绝缘液体内部,利于保护和稳定内部温度场。
- 采用挠性密封,密封效果好,使传感器寿命延长。
- 结构轻巧、重量轻,仅为支承式传感器的几十分之一。
智能仪表的关键技术和创新点为:
由于轧制力/矫直力智能监测仪在核心技术上的突破,具有稳定地测量和显示0.01μV/V比率信号的基本测量能力,这代表了当今应变式传感器电测仪表的世界前沿水平。其主要突出性能如下:
- 同步数字比率型电荷平衡式新型模数转换技术提供超高分辨率和测量准确度(24位A/D,1600万内码),有效内码大于100万,外显示分辨率24万分之一,mV/V比率信号的测量分辨率为0.01μV/V。A/D转换速率>50次/秒.综合准确度<0.005%FS。
- 同步数字比率技术,表内标准电压源同时对传感器供桥电压和输出信号进行模数转换,采用数字计算方法获得比率测量数据,大幅度减小了仪表的漂移,仪表开机即可使用,无需预热。
- 大的信号测量范围:-9.6~9.6mV/V,测量范围和输入极性可由软件分别进行设定。
- 独立的地线和对称的供桥电路结构极大提高仪表和传感器在电网受到浪涌电流和雷击状态时的安全性。
- 超宽的自动零位调节,其调节范围可达到所设定量程的-150%~150%。
- 独特的信号斜率控制技术,有效进行零点跟踪。
- 6段线性修正能力,提高了系统的测量准确度。
- 可存储和调用6个传感器的标定数据,使得用一台仪表可与多个传感器切换配合使用。
- 4种标定方法包括:传感器零位标定、系统加载标定、定点标定和灵敏度输入标定。
- 高精度的数据恢复和移植技术,在需要时(如不慎将需保留的标定数据删除或仪表发生故障时)可进行恢复或将标定数据移入另外的仪表中,从而避免再次标定。
- 多种单位转换,包括:N(牛顿)、kgf(公斤力)和Ibf(英镑力)以及传感器输出信号灵敏度的测量值(mV/V)。
- 具有快速峰值测量能力,峰值保持时间可由软件设定。
- 独立的硬件监测电路,充分保证仪表的可靠工作。
- 仪表标准RS232接口与工控机相连进行通讯。
本仪表提供了四种标定程序,简介如下:
1、标定程序1为零位标定程序,用于对传感器输出零位的标定。
2、标定程序2为测量系统加载标定程序,包括除传感器零点以外的6个量值点的加载线性补偿标定程序,用于测量系统的量值的线性修正。
3、标定程序3为定点标定程序,可对6个量值标定点中的任意点进行标定或再标定。
4、标定程序4用于传感器输出灵敏度(mV/V)数据的输入,用于标定数据的移植和恢复,最多可输入除零点外的6个量值点的载荷数据和相应的传感器输出灵敏度数据。
三、 鉴定获奖
附着式轧制力智能监测系统由附着式传感器、工控机柜、智能仪表、数码显示器、报警装置、UPS电源、系统电源和监测软件等构成。解决了如何利用智能监测仪表、工控机对干扰信号进行识别与处理,消除对测量精度和稳定性产生的严重影响。其关键技术如下:
- 附着式传感器测量轧机机架立柱的应变来间接测量轧制力,在工控机监测软件与智能仪表的配合与通讯下完成了信号的在线实时识别与控制,使该系统能够长期稳定地在线监测轧制力。
- 所研制的智能仪表带有非线性补偿、自动温漂补偿和自动零跟踪功能,对机架产生的热应变、抛钢后机架振动产生的动应变和传动系统弯矩对机架应变的影响使附着式传感器的输出叠加了干扰信号,利用监测仪表和监测软件进行了识别和合理处理,在此方面研究具有创新性。
四、 应用领域
1、 轧机的轧制力在线监测
2、 矫直机的矫直力在线监测
3、 剪切机的剪切力在线监测
4、 其它拉压力值测量
五、 成功案例
2000年12月第一套附着式轧制力智能监测系统在马鞍山钢铁股份有限公司中板粗轧机上成功应用,目前已稳定运行12年,受到用户高度评价。随后在全国数十台中厚板轧机上推广应用。